近期相信大家都對“皮帶機的常見故障”這個話題比較感興趣,要想知道這個話題答案,那么我們首先要了解一些與之相關的內容,坤威機械的小編精心整理了該話題的相關內容,那么下面就讓坤威機械的小編帶大家一起了解一下吧!
隨著我們生活水平的提高,我們對各行各業的需求量也在逐日提高。
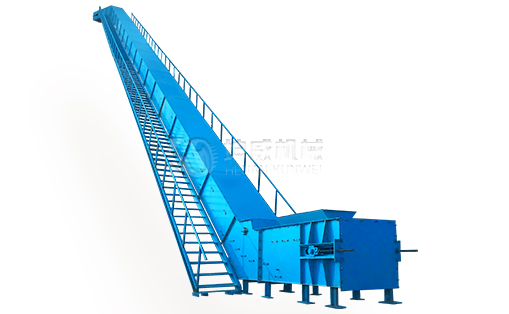
皮帶機由于輸送量多、結構簡單、操作簡單、通用性強、價格成本比較低等優秀的特點在各行各業中被廣泛應用,它為我們的生活帶來了諸多的便利。例如工廠中的流水線、飼料行業和鋼鐵行業的傳送帶、物流行業的出倉帶、各種貨物或物品的安檢通道等等都用到了
皮帶機。
皮帶機為生產者節省了大量的人力和物力極大地提高了生產效率,滿足了人們日益增長的物質需求。對于皮帶機的使用過程,一定要按照相關的操作規范進行。下面我們就給大家講一下皮帶機有哪些常見的故障。
1.滾筒表面粘料、加工誤差或磨損
當原煤濕度較大時,易在滾筒表面粘有物料,引起滾筒直徑發生不規則變化,滾筒上哪邊有物料,哪邊直徑就大,輸送帶就向哪邊跑,即所謂的“跑大不跑小”。解決的方法是加強輸送帶的空段清掃,以減少物料的粘附或灰塵在輸送帶上的積聚,因為輸送帶的清掃效果,對延長輸送帶的使用壽命和穩定運行有很大影響。開機前應檢查滾筒,若有粘結物必須加以清除。加工誤查和磨損不均的就要更換下來從新加工、包膠處理。
2.張緊裝置的拉力不夠或拉力不同
輸送帶的張緊力不夠,膠帶的穩定性就很差,受外力干擾的影響就越大。膠帶無載或少量載荷時不跑偏,當載荷稍大時就會出現跑偏現象,嚴重時還會出現打滑現象,解決方法是添加張緊重錘配重,或調整張緊行程來增大張緊力,若張緊行程不夠,皮帶出現了永久l生變形,這時可將皮帶截去一段重新膠接。實踐證明,當張緊裝置兩端載荷相差超過10kg時,輸送帶就會發生跑偏,可見拉緊力的不同對輸送帶跑偏影響極大。故預防的途徑是設法使張緊裝置兩端拉力相同。
3.托輥軸線與
帶式輸送機中心線不垂直
如果因安裝時托輥軸線與
帶式輸送機中心線不垂直引起輸送帶跑偏,應將跑偏側托輥向輸送帶運行方向調整,此時需要調整相鄰幾組托輥才能達到消除跑偏的目的,且每組調整角度不應過大。
4.托輥運轉不靈活或不轉
由于
膠帶輸送機工作現場的粉塵一般很大,軸承座的密封形勢對托輥運轉靈活性影響很大,如密封不好,污物就容易進入軸承內造成托輥轉動不靈活或不轉。軸承潤滑脂如采用一般鈣基潤滑脂很容易變色變干,不能起到潤滑作用,托輥轉動也會不靈活。另外托輥上有粘結物時同樣會使托輥轉動不靈活。當托輥運轉不靈活或不轉時,就會造成輸送帶跑偏。解決措施是:立即更換不轉動的托輥并給轉動不靈活的托輥軸承加鋰基潤滑脂,改善潤滑情況,及時清除托輥上的粘結物。
5.輸送帶本身的問題
輸送帶使用時間長,產生老化變形、邊緣磨損或接頭不正,這些都會使輸送帶兩側邊所受拉力不一致而導致跑偏,這種情況膠帶全長會向一側跑偏,最大跑偏在不正的接頭處,解決方法是對輸送帶中心不正的接頭重新制作,老化變形的輸送帶需給予更換處理。
6.設計問題
轉載點處落料位置不正,即輸送帶上加載物料的方向不正,使物料的塊度和重量沿帶寬方向分布嚴重不均,如果物料偏向右側,則皮帶向左側跑偏,反之亦然。這種情況在設計中應盡可能地加大兩條輸送機的相對高度,一般導料槽的寬度應為皮帶寬度的五分之-tt較合適,還可增加擋料板阻擋物料,改變物料的下落方向和位置。
大型
膠帶輸送機托輥間距可以不同,輸送帶張力大的部位間距大,張力小的部位間距小,設計時一般取上托輥間距為1―1.5m,下托輥間距為2―3m。
為防止和糾正輸送帶跑偏,可每隔10組固定托輥設置l套調心托輥,即可在頂、底輸送帶兩側加防跑偏立輥,一般輸送機長度較短時更易跑偏且不容易調整,采用調心托輥較合理。